







2024/07/25
827
偏心轴承的结构和装配过程 - 轴承展览会
2025广州国际轴承展览会即将于2025年2月25日-27日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
轴承的装配时轴承加工中重要的环节,装配实质就是通过一定的方法和步骤,将经过精密机械加工过的,满足轴承零件工序间技术条件要求的合格轴承零件组装成轴承成品的、并且达到产品文件规定的技术要求的工艺过程。下面中崋轴承网分享有关偏心轴承的结构和装配过程相关知识。
一、偏心轴承的结构
偏心轴承结构如图1所示。装配过程是外圈与两列滚针和第一偏心套进行装配,在外圈、两列滚针和第一偏心套形成的组件基础上,再与第二偏心套和两列滚针进行装配,然后再与双列圆柱滚子轴承的内组件进行装配。此偏心轴承结构复杂,装配难度很大。
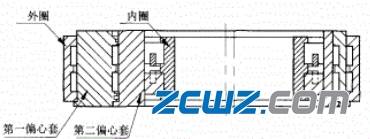
图1 偏心轴承的结构图
二、偏心轴承的装配过程
1、外圈、两列滚针与第一偏心套的装配
高垫块的高度为47mm,矮垫块的高度为28.3mm.,利用高、矮垫块分别支撑偏心轴承的外圈,矮垫块没有接触外圈。第一偏心套高度为高垫块的高度和外圈挡边高度之和。因第一列滚针与外圈挡边只接触2mm,滚针直径4.5mm,给装滚针带来了难度,利用套筒来装滚针,套简厚度为7mm,为装人滚针在套筒上铣了一个通槽,槽开口处的尺寸为5.5mm,大于滚针直径。从开口装人滚针,解决了滚针立不住的问题,如图6。这样解决了装第一列滚针的难题,装配过程如图2所示。撇掉高垫块,变为矮垫块支撑外圈,利用套筒开槽来装第二列滚针,这样完成了外圈、两列滚针与第- -偏心套的装配过程,装配过程如图3所示。
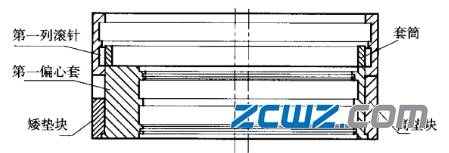
图2 外圈、第一列滚针、第一偏心套的结构图
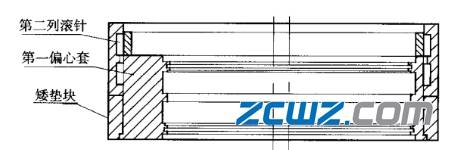
图3 外圈、两列滚针、第一偏心套的结构图
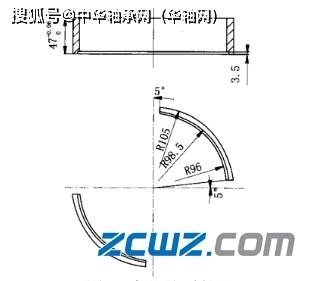
图4 高垫块零件图
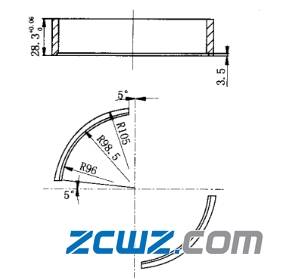
图5 矮垫块零件图
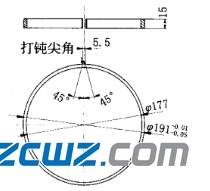
图6 套筒零件图
2、外圈、两列滚针、第一偏心套的组合件与第二偏心套和两列滚针的装配外圈、两列滚针、第一偏心套的组合件与第二偏心套和两列滚针的装配过程与上述装配过程相同,如图7所示。

图7
3、内圈与两列滚子的装配
利用装滚子辅具来装第一列滚子, 辅具设计原理是:4 mm为内圈挡边高度,这样辅具的高度内圈挡边高度一致后才能装人第一列滚子,在辅具上铣27等分槽,槽的高度为挡住滚子不倒为准,此辅具给出的挡滚子高度为7.6 mm,槽宽尺寸应大于滚子直径尺寸,利用图8的辅具装人第一列滚子,然后装入第一列保持架,这样完成了第一列滚子的装人过程,如图9所示。第二列保持架放在第一列保持架之上,装入第二列滚子,这样完成了内圈与两列滚子的全部装配过程,如图10所示。
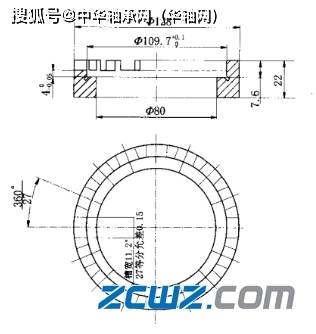
图8 装滚子辅具
图9 内圈与第一列滚子的装配图

图10 内圈与两列滚子的装配图
4、内圈、两列滚子组合件与外圈、第一偏心套、第二偏心套和四列滚针组合件的装配内圈、两列滚子的组合件装入第一偏心套、第二偏心套和四列滚针组合件之中,这样完成了整个偏心轴承的全部装配过程、如图11所示。
图11
由于该偏心轴承结构复杂,装配过程比较繁琐,给装配辅具设计带来了一定的难度。通过以上几套辅具在偏心轴承装配中的应用,解决了偏心轴承在装配过程中的困难。装配后的偏心轴承的各项性能和技术指标均满足产品要求。
文章来源:中华轴承网
2025年广州国际轴承展览会即将于2025年2月25日-27日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网
https://asiabearing.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

开拓亚洲轴承市场的首选平台
欢迎莅临广州国际轴承及专用制造装备展览会!
主办单位官方微信

