







2024/06/12
755
轴承安装错误示例,提前了解少走弯路! - 广州轴承展
2024广州国际轴承展览会即将于2024年3月在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
正确安装轴承非常重要,但是在实际的操作中总是容易跑偏,问题层出不穷。原因是一些细节的地方没有注意到,导致轴承在安装时出现损坏,本文分享轴承安装的几个错误示例,及正确安装方法和技巧。
轴承安装的常见错误示范
1走内圈
轴与轴承内孔配合过松(俗称“走内圈”)
由于轴与内孔选择的配合太松,使轴与内孔表面之间产生滑动。滑动摩擦将会引起发热,使轴承因发热而损坏。

轴与内孔表面之间产生滑动的痕迹
1、内圈端面与轴肩摩擦发热产生裂纹

当“走内圈”时,内圈与轴之间的滑动摩擦将产生高温,由于内圈端面与轴肩接触面很小,其温度会更高。使内圈端面产生热裂纹,热裂纹的不断延伸,将使轴承内圈在使用中断裂。
2、轴与内孔表面之间发热后产生粘连

由于“走内圈”使内孔与轴表面之间产生滑动摩擦,引起的高温使表面金属熔化并产生粘连。
2走外圈
壳体孔径与轴承外径配合过松(俗称“走外圈”)
由于壳体孔径与轴承外径选择的配合太松,使它们表面之间产生滑动。滑动摩擦将会引起发热,使轴承发热而损坏。

壳体孔径与轴承外径表面之间产生滑动的痕迹
1、铁锤直接敲击轴承

安装内圈(或外圈)过盈配合的轴承,禁止用铁锤直接敲击轴承内圈(或外圈)端面,这样很容易把挡边敲坏。应该采用套筒放在内圈(或外圈)端面上,用铁锤敲击套筒来安装。

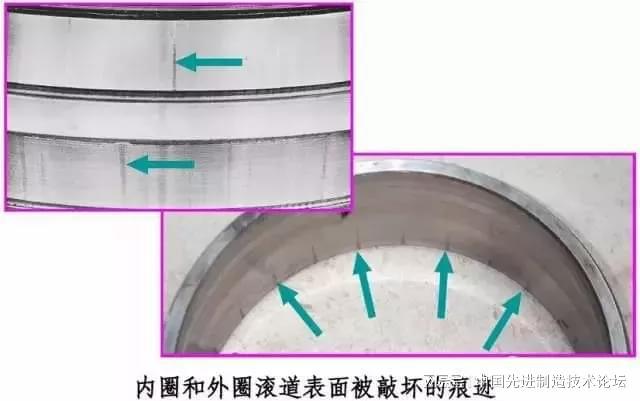
2、通过滚动体来传递安装力
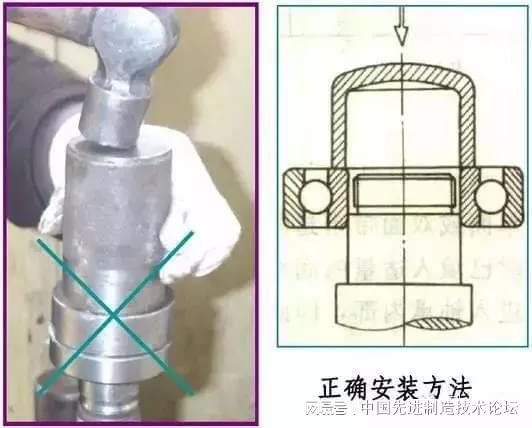
安装内圈过盈配合的轴承时,不能通过外圈和滚动体把力传递给内圈。这会把轴承滚道和滚动体表面敲坏,使轴承在运转时产生噪音并提前损坏。正确的方法应该用套筒直接把力作用在内圈端面上。
3加热温度过高
有些用户用乙炔喷枪对轴承内孔进行加热,当加热温度超过727℃(轴承钢的相变温度)时,轴承钢内部的金相组织将发生变化。当轴承冷却后,轴承内孔就不能恢复到原来的尺寸,通常比加热前的尺寸要大。

被乙炔喷枪加热后的轴承,表面变成黑色
轴承正确安装方法
装轴承应尽量在干燥、无尘的区域进行,并应远离会产生金属碎屑和灰尘的设备。当必须在复杂的环境下安装时,应当把污染降到最低。
安装轴承时,应当根据类型和尺寸,选择机械,加热或液压等方法进行。
1圆柱轴承安装
1、冷安装
安装配合不是太紧的小轴承时,可以通过一个套筒并以锤击的方法,轻轻敲击套筒把轴承装到合适的位置。敲击时应尽量均匀的作用在轴承套圈上,以防止轴承倾斜或歪斜。
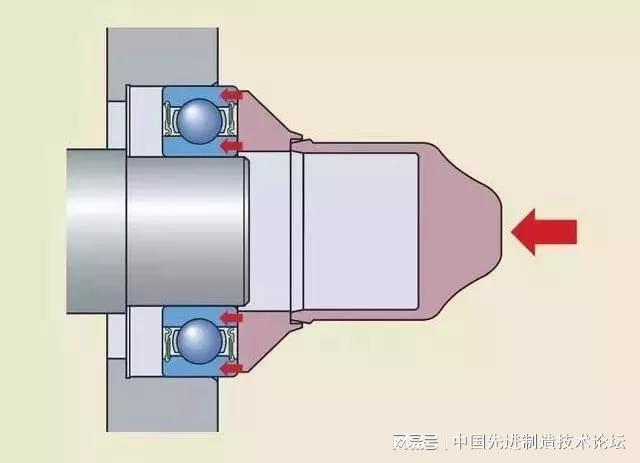
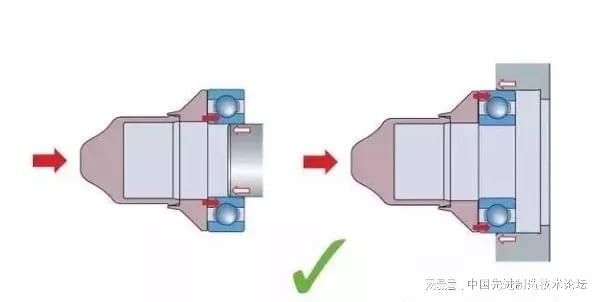
大部分轴承都采用压入法进行安装。如果要将轴承的内外圈同时装到轴上和轴承座中,必须确保以相同的压力同时作用在内外圈上,且必须与安装工具接触面在同一平面上。
2、热安装
通常情况下,对于较大型轴承的安装,不通过加热轴承或轴承座是不可能的,因为随着尺寸的增大,安装时需要的力越大。热安装所需要的轴承套圈和轴或轴承座之间的温差主要取决于过盈量和轴承配合处的直径。开式轴承加热的温度不得超过120℃。不推荐将带有密封件和防尘盖的轴承加热到80℃以上(应确保温度不超过密封件和润滑脂允许的温度)。
加热轴承时,要均匀加热,绝不可以有局部过热的情况。

轴承感应加热器
2圆锥轴承安装
带圆锥孔的轴承,其内圈大部分是以过盈配合的方式来安装的。
过盈量是由内圈在圆锥形轴径、紧定套或退卸套上的轴向推进距离决定的。在圆锥形配合面上的推进距离越大,轴承的径向内部游隙就越小可通过测量游隙减小量或轴向推进距离来确定过盈量。
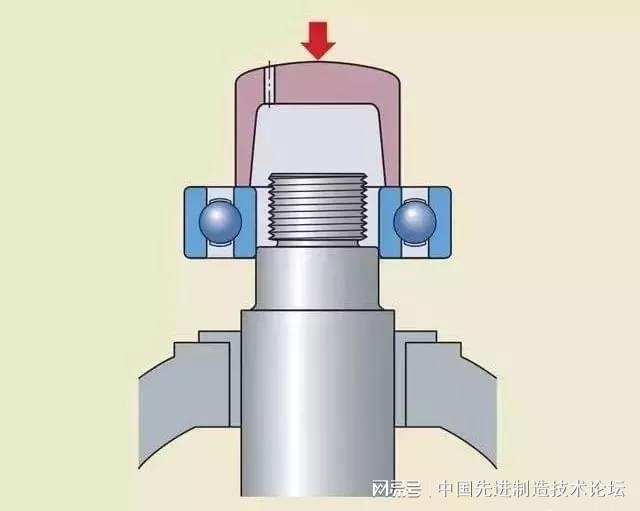
中小型轴承可以利用轴承安装工具或最好用锁紧螺母把内圈推进到圆锥形轴径上的适当位置。在使用紧定套的情况下,使用可以用钩形扳手或冲击扳手锁紧的套筒螺母。对退卸套可用轴承安装工具或端板将其推入轴承内孔。
较大轴承需要更大的力来安装,因此应使用液压螺母。液压螺母可以把圆锥孔轴承安装在圆锥形轴径上(图1),紧定套上(图2),退卸套上(图3)。
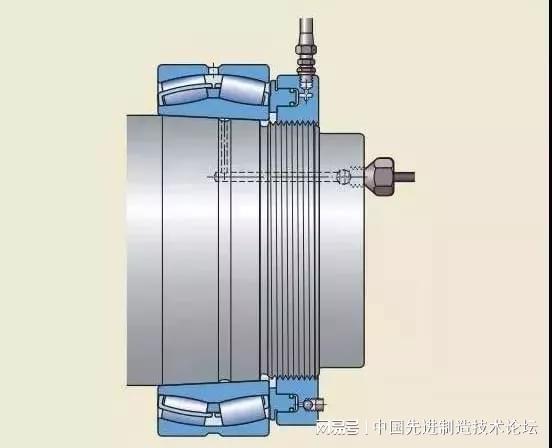
图1
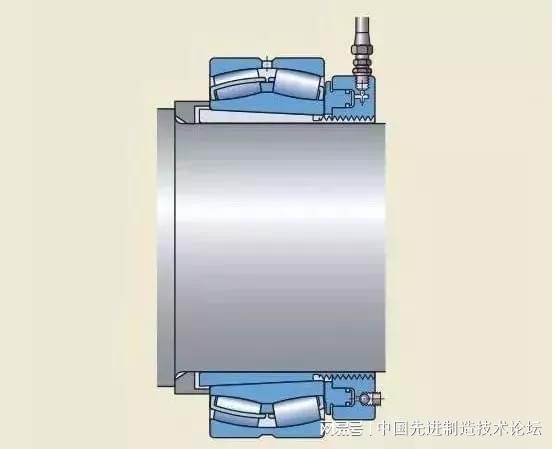
图2
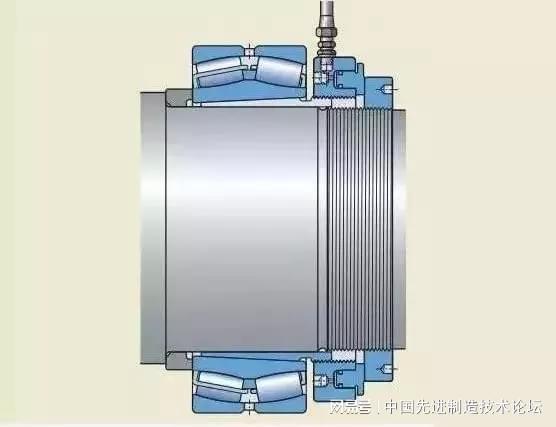
图3
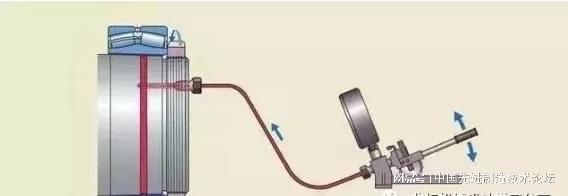
注油法
注油法的工作原理是:液压油在高压下通过油孔和油槽,注入轴承和轴径之间的配合面,形成一层油膜。油膜将配合面分开,使得配合面之间的摩擦大幅减少。这种方法通常用于直接把轴承安装在圆锥形轴径上的情况。
必须的油孔和油槽应是整体轴设计的一部分。如果紧定套和退卸套,已加工有油孔油槽,这种方法也可用于将轴承安装在紧定套或退卸套上。
文章来源:中国先进制造技术论坛
2024年广州国际轴承展览会即将于2024年3月在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网
https://asiabearing.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

开拓亚洲轴承市场的首选平台
欢迎莅临广州国际轴承及专用制造装备展览会!
主办单位官方微信

