







2021/01/15
1230
轴承套圈锻造过程常见的几种缺陷 - 广州国际轴承展览会
2021广州国际轴承展览会即将于2021年3月3-5日在中国进出口商品交易会展馆B区举行。邀您关注今日新资讯:
轴承套圈在锻造过程中,由于轴承钢材材料缺陷,锻造加工工艺,加工设备及人为因素等导致的套圈裂纹、过烧、凹陷、锻造折叠及湿裂等缺陷,这些缺陷即可造成轴承损坏,又会给轴承寿命造成影响,导致轴承早起破损。
1、原材料缺陷引起的轴承锻件裂纹
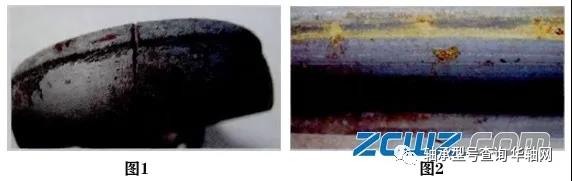
(1)轴承锻件外径贯穿性裂纹如图1所示,造成裂纹原因是轴承钢棒料表面有一条较为明显的轧制裂纹如图2所示。在锻造中,含有表面裂纹的轴承钢棒料经压制后,裂纹进一步扩展成为图1形状。
(2)轴承锻件心部裂纹如图3所示,锻件套料后,内圈锻件心部有较为明显裂纹。裂纹长度30mm,约占套圈直径长度3/4,宽度最大部分5mm,深度10mm左右。产生这种缺陷的主要原因是因为轴承钢棒料心部有裂纹,如图4所示,轴承钢棒料切割试样热酸洗后心部位置有长度10mm、宽度1mm的深度裂纹,且裂纹是穿透性的。此种带有裂纹材料投产后,裂纹材料经锻造后进一步扩展成图3形状。

(3)采取措施轴承钢原材料进厂后,按轴承钢进厂检验标准严格检验,确保合格轴承钢投入生产使用。
2、锻件过烧
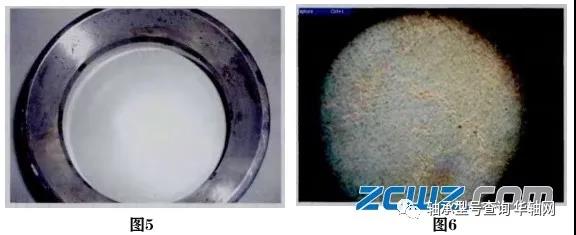
轴承套圈锻件经车削后表面分布细小孔洞如图5所示。金相显微组织品界已氧化过烧,如图6所示。产生这种缺陷的主要原因是轴承套圈在锻造时如果加热温度超过工艺规定上限,在此温度保温时间又很长,导致材料过热,严重时会过烧,致使金属晶界被氧化开裂,形成尖角状洞穴。锻造过烧套圈表面形态如橘子皮,上面分布有细小裂缝和很厚氧化皮。由于锻造后套圈表面有氧化皮覆盖,一般不易发现,在车磨加工后才能充分暴露出过烧特征。
采取措施:轴承钢加热装置配备三路分选机构,能自动分选欠热、过热产品。通过三路分选装置分选出欠热(不足1050℃)工件,可通过重新加热至允许始锻温度后正常进行锻造加工;过热过烧(温度超过1150℃)工件,不能通过重新加热并投入使用,应放置在专用有盖红色箱内进行隔离,并在换班前清理报废,确保加热温度在要求范围。
3、锻造折叠
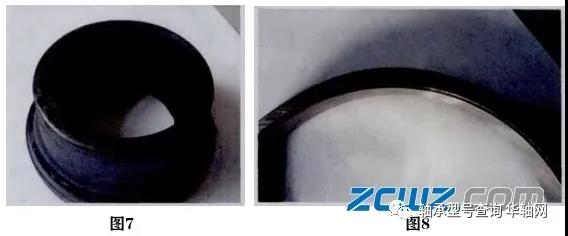
套圈锻件在扩孔辗压时产生平面凹心过深,超过车磨留量,则到成品时平面上留有长条圆弧状裂纹,这种缺陷称为锻造折叠,如图7、图8所示。产生原因在套圈在锻造过程中可由两股(或多股)金属对流汇合而形成;也可以是由一股金属急速大量流动将邻近部分表层金属带着流动,两者汇合而形成;也可由变形金属发生弯曲、回流而形成;还可以是部分金属局部变形,被压入另一部分金属内而形成。折叠与原材料和坯料形状、模具设计、成形工序安排、润滑情况及锻造实际操作等有关。
4、锻造凹陷
轴承套圈锻件内径部位出现凹陷,如图9、图10所示,产生原因套圈在锻造扩孔工序中模具表面因磨损产生毛刺,导致与模具接触套圈内径经扩孔后产生凹槽。该缺陷经车削后有个别凹陷较深没有完全消除。

采取措施:严格控制模具寿命,规定使用寿命及时更拱怏具,防止模具磨损后造成缺陷。
5、锻造湿裂
轴承套圈外径、端面、倒角有明显的直线状、斜线、树枝状裂纹如图11、图12所示。裂纹周围有明显脱碳且裂纹尾部较秃,称为锻造湿裂。其原因是套圈锻造扩孔完成后,个别套圈还有一定温度时碰到了地面上的水,导致湿裂。

采取措施:每天工作前,清理扩孔设备处冷却水排水沟,确保地面无积水。杜绝扩孔后套圈跌落在水中造成套圈湿裂纹。
文章来源:轴承网
2021年广州国际轴承展览会即将于2021年3月3-5日在中国进出口商品交易会展馆B区举行;展会更多资讯,详情请登陆官网 https://asiabearing.gymf.com.cn
| 凡本网注明“来源:广州光亚法兰克福展览有限公司”的所有作品,版权均属于广州光亚法兰克福展览有限公司,转载请注明。 凡注明为其它来源的信息,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点及对其真实性负责。若作者对转载有任何异议,请联络本网站,联系方式:020-38217916;我们将及时予以更正。 |

开拓亚洲轴承市场的首选平台
欢迎莅临广州国际轴承及专用制造装备展览会!
主办单位官方微信

